Shop Work Page #48

This webpage shows the current jobs
being worked on in the shop.
Hope you enjoy the activity.
Page 1, Page 2, Page 3, Page 4, Page 5, Page 6, Page 7, Page 8, Page 9, Page 10, Page 11, Page 12, Page 13,
Page 14, Page 15, Page 16, Page 17, Page 18, Page 19, Page 20, Page 21, Page 22, Page 23, Page 24, Page 25,
Page 26, Page 27, Page 28, Page 29, Page 30, Page 31, Page 32, Page 33, Page 34, Page 35, Page 36, Page 37,
Page 38, Page 39, Page 40, Page 41, Page 42, Page 43, Page 44, Page 45, Page 46, Page 47, Page 48, Page 49, Page 50,
for more Shop Work.
Shop Work Continued from Page #47
06/01/06 - 06/04/06
Here in Photos #1 and #2 I am starting to make a sleeve to sweat over the cylinder end housing. Photo #1 shows drilling a large hole in the sleeve material. Photo #2 shows boring the hole to size...


This photo shows the pump repair kit that came in. It includes all new (6) rollers, (2) new seals, (2) new bearings, and a new o-ring seal...

Photo #1 shows pressing the roller shaft out of the end plate housing. Photo #2 shows the roller shaft out of the end plate housing. Photo #3 shows the new seal pressed into place. Photo #4 shows the new bearing pressed in the main pump housing...




The first photo here shows pressing the roller pump shaft into the end plate. Photo #2 shows pressing the entire pump assembly together...


This photo shows the pump assembly completed and ready for action...

Back to the cylinder end repair job. Photo #1 shows the sleeve almost bored to size. Photo #2 shows the sleeve ID bored to size...


06/07/06 - 06/11/06
Here in these (2) photos I started boring the hole in the 3" 90 deg. elbow for the check valve. The fixture is working out real well. The holes still needs to be bored out to 1.375 diameter...


Photo #1 shows facing off the end of the sleeve. Photo #2 shows the sleeve all faced off with photo #3 showing the ID and OD chamfered...



After heating the sleeve it is pressed over the cylinder end housing in the hydraulic press, photo #1. Photo #2 shows the sleeve pressed on the cylinder end housing...


Here in photo #1 the cylinder end housing is put in the lathe. Photo #2 shows the cylinder end housing being faced off. Photo #3 shows the OD of the sleeve being turned down to size...



06/12/06 - 06/14/06
In the first photo here I am putting a large hole in the wiper ring for the 10 HP Bovaird & Seyfang single valve engine. Photo #2 shows the wiper ring on the piston...


06/15/06 - 06/17/06
Attended the Coolspring Power Museum June show. Below are a few photos of some of the engines at the show. Also the last photo shows the 25 HP Swan finally getting some oilers...




See the Antique Gas Engine Forum for more show photos...
06/18/06 - 06/19/06
Photo #1 shows the OD of the sleeve turned down to clear for the street "L" pipe fitting. Photo #2 shows the ends all chamfered...


The first photo here shows the cylinder end housing all deburred and the fitting screwed in. Photo #2 shows putting the cylinder main housing in the lathe for some work on the end where the housing screws on...


06/20/06
Photo #1 shows setting the main cylinder housing up in the lathe using the steady-rest. Photo #2 shows indicating the end of the cylinder housing getting it on center...


Here in photo #1 the end is being cut back to control where the cylinder end housing stops when tight. This was done to help line up the cylinder ports. Photo #2 shows .038 removed and the end deburred...


This photo shows the completed cylinder. Now for the real test...

06/30/06 - 07/03/06
Here in this photo I started making a special tap. it's going to be an 11/16-9 thread. This photo shows center drilling and facing off the end...

After drilling the hole in the 3" elbow it was time to set up the boring head and enlarge the hole to size. This photo shows the boring head set up in the vertical mill with a .500 diameter end mill used as a boring tool. This tool was selected because of the shape of the hole in the 90 deg. elbow...

Below is a video clip of boring the hole in the 3" 90 deg. elbow. The video is approx. 4.5M in size...

Boring a hole in a 3" 90 deg. elbow, Video Clip
Photo #1 shows the hole boring completed. Photo #2 shows a piece of 1.375 diameter stock in the hole to test the fit out...


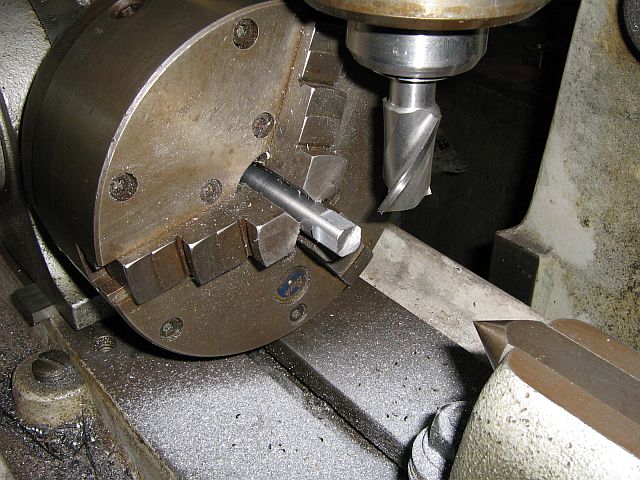
This photo shows getting the Ellis indexing head setup on the vertical mill for the next job which will be to mill some flats on the 11/16-9 tap...

07/04/06 - 07/07/06
Here in these next (4) photos I am starting to thread the piece of O1 stock. Photos #1 & #2 shows the threads starting to take shape. Photo #3 & #4 shows the completed thread needing deburring...




Next the shank for the tap had to be turned down to .500 diameter. Photos #1 & #2 shows this operation. Photo #3 shows putting a 20 deg. lead-in on the threads...



This photo shows the tap starting to take shape...

These (2) photos show setting things up on the vertical mill to mill the flutes. There is quite a bit of setup / indicating when using the indexing head...


The first (3) photos were taking at various times during the milling of the (4) flutes. Photo #4 shows the flutes all milled in and ready for deburring...




The next step was to mill the drive square on the other end of the tap. These (2) photos show milling the drive square, again using the indexing head for this operation...

Here in these (2) photos you can see the complete 11/16-9 tap. The next step is to send it out for heat treating...


07/08/06 - 07/09/06
In these next (2) photos I am setting up a 15 HP Side Shaft Eclipse valve chest on the vertical mill. Photo #1 shows indicating the valve guide hole using the coaxial indicator. Photo #2 shows drilling the hole out to remove most of the material...


Photo #1 shows boring the hole to size. Photo #2 shows the hole bored to .873 diameter. Photo #3 shows a chamfer put on the hole...



Now back to work on the B&S Single Valve exhaust check valve. Photo #1 shows cutting the adapter to length in the power hacksaw. Photo #2 shows drilling a hole through the center of the adapter. Photo #3 shows boring the ID to size for a 3/4 NPT thread. Photo #4 shows facing the end off...




Photo #1 shows the tap being started in the lathe to keep things straight. Photo #2 shows the completed 3/4 NPT thread...


The adapter is now flipped around in the lathe. Photo #1 shows turning a shoulder down for another 3/4 NPT external thread. Photo #2 shows the end faced and the edges chamfered. Photo #3 shows the 3/4 NPT thread cut with a pipe threading die. Photo #4 shows what the brass check valve housing looks like screwed onto the adapter...




These next (2) photos show what the adapter and brass check valve housing look like assembled with the 3" 90 deg. elbow. Now to weld the adapter to the elbow...


07/12/06
The 11/16-9 tap came back from the heat treat shop. This is a photo of the tap after heat treating...

These next (2) photos show the check valve adapter welded into the hole bored in the 3" 90 deg. elbow...


Shop Work Continued on Page #49
Page 1, Page 2, Page 3, Page 4, Page 5, Page 6, Page 7, Page 8, Page 9, Page 10, Page 11, Page 12, Page 13,
Page 14, Page 15, Page 16, Page 17, Page 18, Page 19, Page 20, Page 21, Page 22, Page 23, Page 24, Page 25,
Page 26, Page 27, Page 28, Page 29, Page 30, Page 31, Page 32, Page 33, Page 34, Page 35, Page 36, Page 37,
Page 38, Page 39, Page 40, Page 41, Page 42, Page 43, Page 44, Page 45, Page 46, Page 47, Page 48, Page 49, Page 50,
for more Shop Work.
 |
Antique Gas Engine WebSite |
|
 Website designed and maintained by , Pavilion, NY.
Website designed and maintained by , Pavilion, NY.
Lunarpages Affiliate Program

Registered User #157284
Sun, Sparc, Ultra60 running Aurora 1.0 (RedHat Linux 7.3)
in mind, and are meant entirely for fun. No copyright infringements (if any) are done intentionally.