Shop Work Page #22

This webpage shows the current jobs
being worked on in the shop.
Hope you enjoy the activity.
Page 1, Page 2, Page 3, Page 4, Page 5, Page 6, Page 7, Page 8, Page 9, Page 10, Page 11, Page 12, Page 13,
Page 14, Page 15, Page 16, Page 17, Page 18, Page 19, Page 20, Page 21, Page 22, Page 23, Page 24, Page 25,
Page 26, Page 27, Page 28, Page 29, Page 30, Page 31, Page 32, Page 33, Page 34, Page 35, Page 36, Page 37,
Page 38, Page 39, Page 40, Page 41, Page 42, Page 43, Page 44, Page 45, Page 46, Page 47, Page 48, Page 49, Page 50,
for more Shop Work.
04/07/04
In these next (2) photos the head mounting studs were installed and the head placed on, to make sure everything fit okay...


As you can see in photo #1 the jam nut that locks the crosshead to the connecting rod is in pretty rough shape. After quite a few phone calls to try and locate one (or something close), I decided to make one. Most places wanted me to buy a box of (25) and on top of it, they were special ordered and would take a minimum of 30 days to get. Photo #2 is of a drawing that I created to make the jam nut...


Photo #1 shows a piece of 3.25 diameter round stock being faced off. Photo #2 shows turning the OD to size, and pushing things a little. Photo #3 shows the jam nut faced, and the OD needed for the hex completed...



In photo #1, the jam nut is starting to take shape. The small diameter of the jam nut is turned and all the chamfers cut. Photo #2 shows drilling a 1.25 diameter hole needed for boring. Photo #3 shows starting to bore the hole where the 1.625-6 thread will be cut. Notice the 1.25 diameter hole leaves just enough clearance for the boring bare to fit through. Photo #4 shows the bored hole completed...




04/09/04
Here in these (4) photos The jam nut is being parted off. Photo #1 shows the parting tool height being set with the height gage. Photo #2 & #3 show the progress of the cut. Photo #4 shows the cut-off completed...




04/10/04
A friend of mine has a Callahan model that he wanted to add a brass cooling tank and all the plumbing to. In these next (3) photos you can see the brass tank all mounted and all the piping completed. It's a little different working with parts this small but everything went real well. What a nice little model...



04/11/04
A job I am getting ready to start is the machining of (2) newly casted crosshead way tops, for a Boardman half breed engine. In the first photo here I have put a cast iron tombstone on the Lucas Horizontal Boring Mill to mount the raw castings to for machining. Photo #2 shows the original top way that was cracked, repaired, built up, and then used as a pattern to cast the (2) new top ways...


These next (3) photos show fitting the piston rings to the 22 HP Witte piston and cylinder. Photo #1 shows putting a ring in the cylinder and using the piston to square it up in the cylinder bore for gapping. Photo #2 shows a .042 gap in the piston ring. Photo #3 shows the piston rings all gapped and installed on the piston...



In these (4) photos the flats are being machined on the jam nut for the Braden engine connecting rod. Photo #1 shows indicating the jam nut to make sure it's on center in the indexing head. Photo #2 shows the first flat milled. Photo #3 shows all six sides machined and the hex completed. Photo #4 shows the jam nut after a little filing and deburring. Now to cut the thread...




04/12/04 - 04/14/04
For machining the castings of the Boardman crosshead top ways, some fixturing is going to have to be built. In these (2) photos you can see some of the components that will mount onto the tombstone. The fixture components will locate and hold the castings in place for machining...


In these (3) photos the DoAll bandsaw is put to work. The 3/4" thick plates that will mount to the tombstone are being cut...



04/15/04
Here in these photos I started making (2) riser blocks for the Boardman crosshead way fixture. Photo #1 shows drilling a .562 diameter hole in the lathe. Photo #2 shows the riser faced off and chamfered. (2) risers are needed so I cut (2) off in photo #3. Photo #4 shows all the components cut out and ready for more machining operations...




In these (2) photos, the (2) riser blocks are put in the vertical mill and machined to the correct height...


04/16/04
Photo #1 shows releaving the top surface of the riser blocks by .020 so that the Boardman crosshead way casting will only come into contact with a small narrow strip for locating. Photo #2 shows putting on a chamfer and deburring the riser blocks in the lathe. Photo #3 shows all the Boardman crosshead way fixture components coming together...



Photo #1 shows drilling a .312 diameter hole in the support block that will be for one of the jack screws. Photo #2 shows tapping the .312 diameter hole to a 3/8-16 thread...


04/17/04
In photo #1 here the tombstone is secured to the Horizontal Boring Mill machine table. Photo #2 shows drilling the mounting holes in the main plates for the fixture. Photo #3 shows the main plates mounted on the tombstone, trying things out. Notice the riser blocks in place too...



These next (2) photos are of drilling the holes and counter boring them in the Boardman crosshead ways. These holes will be for a 1/2-13 SHCS X 2" long, to hold the crosshead ways in the fixture...


04/18/04
Photos #1 & #2 show the crosshead way mounted in the fixture. Photo #3 shows drilling the mounting holes in the support jack mounting plates...



The first photo here shows welding the support jack plates and all it's components together. Photo #2 shows one of the support jack plates, with all the welding completed. Photo #3 shows the crosshead way mounted in the fixture which is now all completed. After some more setup and indicating, we will be ready to machine the crosshead way...



04/19/04
Well I upgraded from a Racine power hacksaw to a Marvel Model 4B power hacksaw in my shop. Photo #1 shows getting the power hacksaw off the truck. Photo #2 shows the saw on rollers, getting moved into location. Photo #3 shows the saw in it's final position. Now to do some cleanup, and wire it up...



Here in these next (4) photos some time was spent indicating everything from the tombstone to the crosshead way to insure where everything is. Both sides to be machined on the crosshead were indicated to see where the high areas are. In photo #4 you can see how the crosshead way casting locates on just a small narrow strip on the riser block...




Here a .375 thick flat washer had to made to hold the shell mill onto the arbor. This photo shows parting the washer off in the lathe, after a .390 diameter hole was drilled in the center for the 3/8-16 mounting screw...

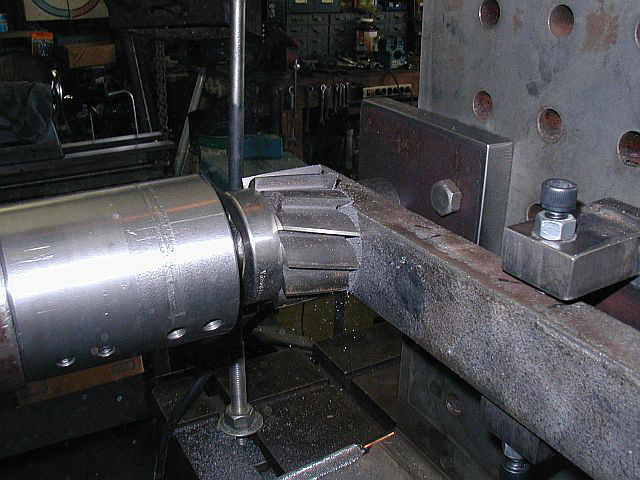
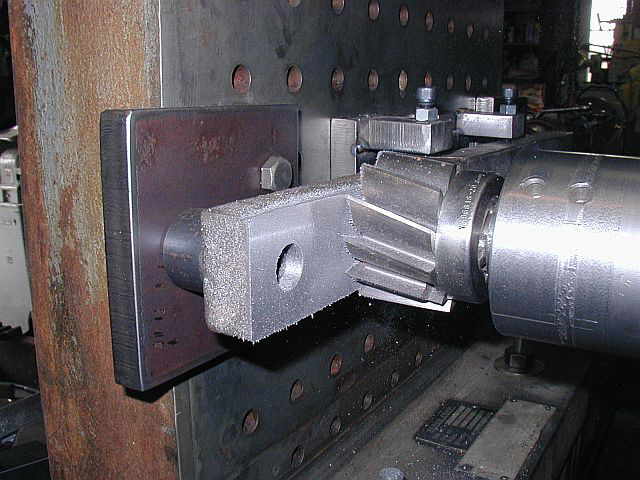
After adjusting the jack screws and locking down the jam nuts, the machine spindle was fired up, and the first pass taken. Photos #1 & #2 show the first pass. In photo #3 you can see how things are starting to clean up. Everthing on the fixture has turned out to be very stable for holding this long crosshead way...

04/21/04
In photo #1 you can see the inside edge of the crosshead way being machined. After a few passes to get the crosshead way to size you can see the (2) surfaces machined in photo #2. The (2) mounting holes on each end of the crosshead way will now be opened up to a .875 diameter...


In this photo here, I have started drilling a .656 diameter hole to tap a 3/4-10 thread. Then a hex will be machined on the vertical mill to make (4) special jam nuts for the Boardman half breed engine...

Shop Work Continued on Page #23
Page 1, Page 2, Page 3, Page 4, Page 5, Page 6, Page 7, Page 8, Page 9, Page 10, Page 11, Page 12, Page 13,
Page 14, Page 15, Page 16, Page 17, Page 18, Page 19, Page 20, Page 21, Page 22, Page 23, Page 24, Page 25,
Page 26, Page 27, Page 28, Page 29, Page 30, Page 31, Page 32, Page 33, Page 34, Page 35, Page 36, Page 37,
Page 38, Page 39, Page 40, Page 41, Page 42, Page 43, Page 44, Page 45, Page 46, Page 47, Page 48, Page 49, Page 50,
for more Shop Work.
 |
Antique Gas Engine WebSite |
|
 Website designed and maintained by , Pavilion, NY.
Website designed and maintained by , Pavilion, NY.
Lunarpages Affiliate Program

Registered User #157284
Sun, Sparc, Ultra60 running Aurora 1.0 (RedHat Linux 7.3)
in mind, and are meant entirely for fun. No copyright infringements (if any) are done intentionally.